
www.przemysl-polska.com
15
'12
Written on Modified on
ARNOLD UMFORMTECHNIK
ARN REMFORM: Optymalny montaż elementów plastikowych
Istnieją cztery zasadnicze metody montażu elementów plastikowych. Oprócz enkapsulacji (hermetyzacji) poszczególnych części za pomocą dodatkowych komponentów funkcjonujących jako elementy spajające, projektanci mogą wybierać między zastosowaniem nitów, wkładek gwintowanych oraz śrub formujących gwint. Dwie ostatnie metody zapewniają wysoką nośność mechaniczną i niskie koszty, jeśli zostaną spełnione odpowiednie warunki.
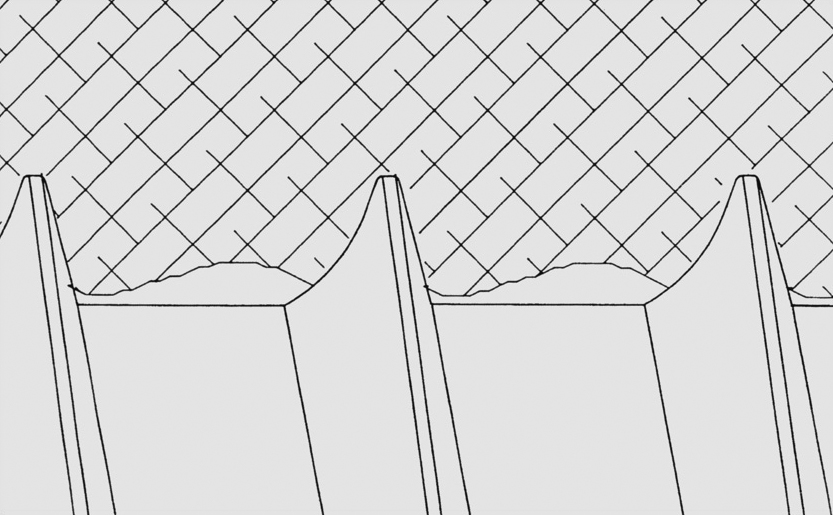
Jako alternatywa dla wkładek gwintowanych, śruby formujące gwint nie wymagają dopasowanych części w tworzonym połączeniu, co eliminuje jedną operację w procesie produkcyjnym. Gwint jest formowany w plastiku w momencie wkręcania łącznika do otworu, co sprawia, że materiał jest przemieszczany i dostaje się do przestrzeni międzygwintowej (rys. ARNRemform1). Istnieje znacznie więcej typów plastiku niż metali, a ponadto tworzywa sztuczne często są łączone z włóknami w celu osiągnięcia wymaganych własności. Każdy typ materiału ma własną charakterystykę pod względem tarcia, poślizgu i przepływu, która bezpośrednio wpływa na połączenie gwintowane.
Zasadniczo bezpieczne połączenia są możliwe tylko w przypadku zaczepienia się gwintu i tworzywa sztucznego na dużej głębokości. Wyższa utrata naprężeń wstępnych niż w przypadku metali musi być brana pod uwagę już na etapie projektowania połączenia. Jest to spowodowane charakterystyką pełzania i relaksacji materiałów polimerowych. Choć strata ta może być zredukowana w przypadku rozwiązań o niskim naprężeniu, nie da się jej całkowicie wyeliminować. Konstrukcja otworu również ma duże znaczenie dla jakości połączeń gwintowanych elementów plastikowych.
Rozwiązaniem tego problemu są śruby REMFORM® (rys. ARNRemfor2) firmy Arnold Umformtechnik. Charakteryzują się one optymalną zdolnością zaczepienia się gwintu, która sprawia, że połączenia wytrzymują duże obciążenia mechaniczne. Ponieważ wartość obciążenia mechanicznego można wyznaczyć tylko eksperymentalnie użytkownicy mogą korzystać z bogatych danych pomiarowych zgromadzonych przez producenta w ciągu wielu lat doświadczeń.
Asymetryczna geometria gwintu (rys. ARNRemform 3) śrub Remform powoduje, że siły powstające w trakcie formowania gwintu są kierowane w żądaną stronę. Celem jest uformowanie gwintu z maksymalną nośnością na całej długości trzonu śruby. Po fazie relaksacji, plastik powinien spenetrować przestrzeń międzygwintową tak głęboko, jak tylko to jest możliwe. Nośnia gwintu odwrócona od łba śruby jest zaokrąglona, co ułatwia przepływ materiału, umożliwiając dotarcie plastiku blisko średnicy dna bruzdy gwintu.
Stroma nośnia gwintu zwrócona w kierunku łba śruby ułatwia przemieszczanie materiału polimerowego w kierunku osiowym. Taka geometria generuje także małe siły promieniowe w trakcie formowania gwintu, co pozwala na projektowanie otworów o cieńszych ścianach. Ma to szczególne znaczenie ponieważ grubość części plastikowych powinna być jak najmniejsza ze względu na poziom kosztów. Grubość determinuje czas osadzania, który stanowi 70% czasu całego cyklu, wpływając istotnie na koszty.
Profil gwintu generuje niski moment formujący i umożliwia skuteczne przemieszczanie materiału. Wysoka odporność profilu gwintu na skręcanie zapewnia wysoki moment zrywający, co jest korzystne w sytuacjach, gdy połączenia śrubowe są narażone na zerwanie z powodu wysokiego naprężenia skręcającego. Aby uniknąć uszkodzenia z powodu zerwania gwintu, stroma nośnia gwintu transferuje większość sił w kierunku osiowym, co skutkuje odpowiednim naprężeniem wstępnym. Optymalny przepływ materiału generuje dużą różnicę między momentem formującym a zrywającym. Taka rozpiętość między tymi wartościami zapewnia duży zakres tolerancji dla momentu dokręcającego, co przekłada się na wysokie bezpieczeństwo procesowe dla użytkowników korzystających z automatycznego montażu połączeń gwintowanych. Dzięki temu mają oni gwarancję, że wszystkie elementy złączne są w pełni dokręcone i jednocześnie wyeliminowane zostało ryzyko zerwania gwintu. Kombinacja zaokrąglonej i stromej powierzchni nośnej gwintu redukuje naprężenia promieniowe dzięki zminimalizowaniu sił promieniowych w trakcie formowania gwintu i dokręcania śruby – większość sił powstających w trakcie dokręcania jest przenoszona przez stromą nośnię gwintu o dużej obciążalności.
Podsumowanie
Specjalne elementy złączne są najczęściej używane do połączeń śrubowych ze śrubami formującymi gwint. Śruby z optymalną geometrią gwintu, takie jak REMFORM® firmy Arnold Umformtechnik są używane przede wszystkim w celu uzyskania optymalnych własności połączeń. Rożne typy tworzyw sztucznych mają odmienne charakterystyki gwintowania, dlatego w zależności od specyficznych cech części klienta, konieczne jest ich testowanie po wstępnym wykonaniu projektu w celu osiągnięcia właściwego połączenia śrubowego.
Asymetryczny profil gwintu pozwala uzyskać wysoki moment zrywający oraz niski moment formujący. Optymalny przepływ materiału wpływa na wzrost wartości siły wyrywającej. Minimalna wartość momentu niszczącego wzrosła o 30% w porównaniu do konwencjonalnych śrub posiadających nośnię gwintu o kącie 30o , ponadto zwiększyło się bezpieczeństwo w odniesieniu do naprężeń dynamicznych. REMFORM® jest licencjonowanym produktem Reminc USA dostępnym globalnie.
