
Laserline
Silne partnerstwo
Wiązka laserowa może topić a nawet odparowywać metale z dużą skutecznością oraz wysoką precyzją. Z tego powodu są coraz częściej stosowane jako narzędzia w spawaniu i lutowaniu np. w przemyśle motoryzacyjnym. Zwykle urządzeie laserowe, podobnie jak konwencjonalne przyrządy spawalnicze, posiada pojedynczy punkt skupiający, czyli plamkę. Laserline opracowała ostatnio optykę wielopunktową dla spawania i lutowania laserowego, pozwalającą na przetwarzanie wyjątkowo trudnych materiałów. Silniki FAULHABER pomagają zagwarantować prawidłowe rozłożenie energii plamki.
Cynk chroni stal przed rdzą. Producenci pojazdów do produlcji nadwozi stosują głównie ocynkowaną blachę aluminiową. Dawniej ochronną warstwę metalową nanoszono za pomocą galwanizacji. Obecnie jednak metodą z wyboru staje się cynkowanie ogniowe. Zapewnia ono jeszcze lepsze zabezpieczenie antykorozyjne. Na początku stosowania cynkowanej ogniowo blachy w produkcji napotykano na niespodziewane problemy podczas lutowania.
Lutowanie czy spawanie?
W porównaniu ze spawaniem lutowanie oferuje szereg korzyści dla produkcji seryjnej w przemyśle motoryzacyjnym. W przypadku spawania wzdłuż całego spawu blacha podgrzewana jest do temperatury topnienia, co umożliwia połączenie dwóch arkuszy blachy razem. Wymaga to dużej precyzji i uniemożliwia uzyskanie widocznej jakości spawu. Połączenia spawane są szorstkie, a parowanie cynku sprawia, że stają się porowate. W lutowaniu natomiast pomiędzy metalowe blachy wprowadza się zgrzew złożony z różnych materiałów. Taki miedziano silikonowy lut, który upłynnia się podczas lutowania a następnie ponownie tężeje, nie tylko łączy części razem ale także wypełnia przestrzeń pomiędzy nimi. Dzieki temu lutowanie daje większą tolerancję w zakresie wymiarów i wymaga mniejszego nakładu pracy w odniesieniu do mocowania elementów roboczych. Przede wszystkim jednak lutowanie umożliwia bezszczelinowe łączenie elementów dające widoczną jakość, co oznacza, że komponenty lutowane mogą od razu przejść do etapu malowania bez dalszej obróbki.
W przypadku blach cynkowanych ogniowo, lut nie zachowuje się w zwyczajny sposób. - Na powierzchni w pobliżu zgrzewu znajduje się więcej odprysków ciekłego lutu. W szczególności występują trudne z początku do zauważenia mikroskodpryski, które uwidaczniają się dopiero po pomalowaniu. - Wyjaśnia Dr Axel Luft, Automotive Sales Manager w Laserline. - Pogarsza się także jakość samego zgrzewu. Staje się bardziej szorstki i często tworzy tak zwane pofalowania, tj. lut wykracza poza granice planowanego zgrzewu.
Rozwiązanie lutownicze dla blach cynkowanych ogniowo
Oczywistym jest, że problemy te związane są z wartswą cynku na stalowej blasze. W wyniku cynkowania ogniowego warstwa ta stała się grubsza i mniej regularna. Charakteryzowała się ponadto innym zachowaniem jeśli chodzi o odblaskowość, co także negatywnie wpływało na proces lutowania. Thorge Hammer, inżynier w dziale planowania technologii i rozwoju firmy Volkswagen w Wolfsburgu odpowiedzialny za proces lutowania ma pomysł, jak rozwiązać ten problem: przed przystąpieniem do lutowania z krawędzi zgrzewu należy usunąć cynk. Wymagałoby to jednak użucia prostokątnej, a nie okrągłej, plamki laserowej oraz otworu, przez który możnaby podawać lut. Przednie narożniki plamki byłyby wówczas odpowiedzialne za usunięcie cynku a większa część prostokąta realizowałaby faktyczne spawanie.

- Z technicznego punktu widzenia rozwiązanie to było niewykonalne, jednak byliśmy na dobrej drodze. - Wspomina Dr Markus Baumann, główny inżynier rozwoju w Laserline. Zamiast skonstruowania plamki o złożonym, a co za tym idzie, optycznie bardzo skomplikowanym kształcie, ostatecznie dołączyliśmy dwie mniejsze plamki do plamki podstawowej. W trakcie spawania te mniejsze plamki zawsze skierowane są ku krawędziom zgrzewu z przodu plamki głównej, która ma wymiary kilku milimetrów kwadratowych. Energia plamek wystarczy do odparowania warstwy cynku w tym obszarze, zapoczątkowania topienia stali i wytworzenia lekkiej oksydacji. W ten sposób wytwarza się tak zwana warstwa pasywna, która zapobiega przelewaniu się lutu upłynnionego przez plamkę główną.
Wskutek tego zlutowane części nie wymagają dalszej obróbki w postaci usuwania rozprysków lutu przed malowaniem. Jest jeszcze jeden powód, dla którego prostokątna plamka główna okazała się być skutecznym rozwiązaniem: rozprowadza ona ciepło na lucie w bardziej równomierny sposób niż jej okrągła odpowiedniczka, co przyczynia się do spokojniejszego zachowania w wannie lutowniczej. - Dzięki tej technologii w końcu byliśmy w stanie rozwiązać wszystkie problemy napotykane podczas pracy z blachą cynkowaną ogniowo. - Mówi zadowolony Dr Luft. - Obecnie ma ona zastosowanie w produkcji seryjnej w VW. Pozwala nam na uzyskanie prędkości lutowania rzędu do 4,5 metra na minutę. Pozostali producenci niebawem również będą ją stosować.
Podział wiązki w module optycznym
Moduł optyczny odpowiada za zapewnienie precyzyjnego pozycjonowania plamek. Zawiera on różne komponenty optyczne, które w sposób selektywny modyfikują wiązkę laserową. Soczewka kolimacyjna wyosiowuje rozbieżne wiązki laserowe wychodzące z przewodu optycznego, tak aby biegły równolegle do siebie. Tak zwana siatka homogenizacyjna generuje plamkę główną w kształcie kwadratu natomiast pozostałe elementy optyczne rozdzielają wiązkę i generują dodatkowe plamki. W przypadku spawania z przodu oraz z boku plamki głównej wytwarzane są dwie wiodące plamki. Aby pod koniec procesu móc uzyskać czysty zgrzew, dystrybucja mocy pomiędzy plamką główną a plamkami wiodącymi oraz pomiędzy plamkami wiodącymi musi być precyzyjnie ustawiona. Sposób dystrbucji mocy lasera do tych plamek zależy od pozycji elementów optycznych. Przemieszczając te elementy wzdłuż osi x i y można uzyskać precyzyjną dystrubucję mocy lasera wymaganą dla danego zadania.
Dla głębokiego spawania aluminium, na przykład, niewielką, intensywną plamkę można ustawić w środku słabszej większej plamki. Aby zespawać blachy metalowe o różnej grubości do każdego z materiałów można przystosować dwie plamki. Można to wykonać podczas aktywnego procesu, ponieważ elementy modułu optycznego Laserline poruszane są silnikami.
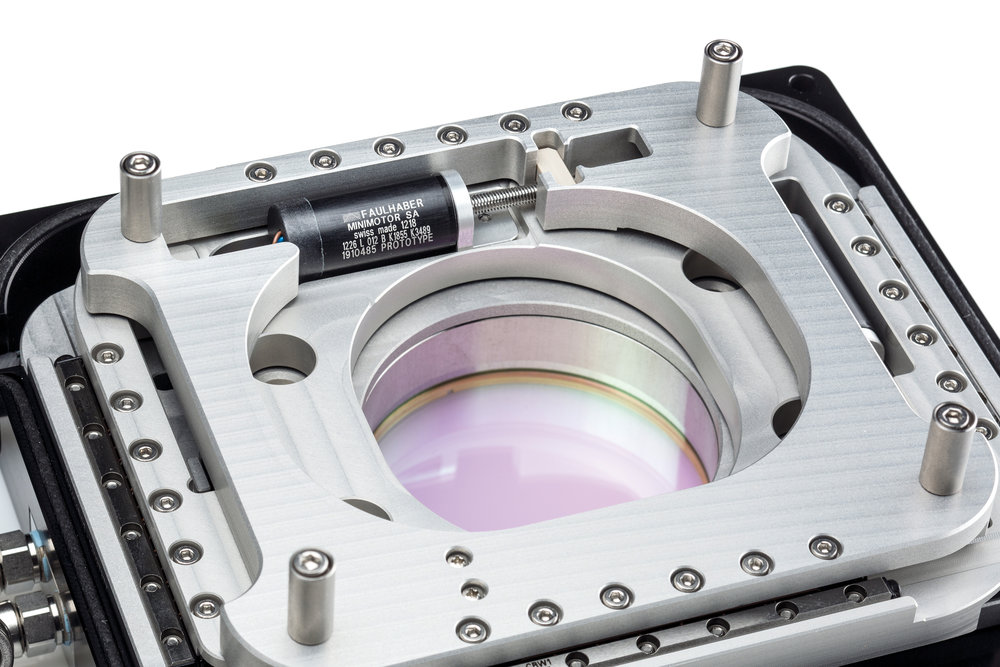
Długość krawędzi tego kwadratowego modułu wynosi 12 centymetrów a głębokość 5 centymetrów. Elementy optyczne oraz złożony system mechaniczny ulokowano w niewielkiej przestrzeni. Dla silników pozostaje tutaj niewiele miejsca. Zatem podstawowym wymaganiem stawianym dla napędów jest ich kompaktowość.
- Zainteresowały nas bezszczotkowe serwomotory DC serii 1226...B firmy FAULHABER o średnicy 12 milimetrów, ze śrubami pociagowymi zamocowanymi bezpośrednio do wału silnika i bez sprzężenia wału. - Wyjaśnia Dr Baumann. - Daje to nam bardzo kompaktowy napęd, który w niezawodny sposób generuje wymaganą prędkość i moc. Łatwe wbudowanie sterownika silnika w system było kolejną wartą rozważenia zaletą. Analogowy sterownik ruchu firmy FAULHABER został zamocowany na zewnątrz modułu i wymaga jedynie dwóch kanałów. Na życzenie klienta Laserline silnik można także wyposażyć w złącze do magistrali CAN, bez konieczności jakichkolwiek modyfikacji systemu mechanicznego, czy obudowy. Zamiast sterownika analogowego można po prostu podłączyć wtyczkowo inny sterownik cyfrowy.
Silnik z gwarancją pozycji
Optyka laserowa mocowana jest do ramienia robota podczas lutowania i spawania; ramię robota przemieszcza optykę laserową do wymaganej pozycji. Optyka musi wytrzymywać znaczne obciążenia dynamiczne oddziałujące na silniki, które mogą wyzwolić niepożądane zmiany pozycji. - Nie stanowi to problemu dla silnika FAULHABER, ponieważ wykrywa on bieżącą pozycję przy pomocy wbudowanego czujnika Halla i w razie konieczności koryguje ją do ostatniej pozycji, w jakiej laser był ustawiony na zgrzewie. - Podkreśla Dr Luft. - Daje nam to pewność, że jakiekolwiek nieprawidłowe wypozycjonowanie zostanie wyeliminowane. Dzięki wysokiej jakości napędów możemy uzyskiwać trwale powtarzalne rezultaty. Jest to kwestia podstawowa, jako, że nasi klienci oczekują bezproblemowej pracy w okresie czasu nawet siedmiu lat!

Dla Dr Baumanna było oczywistym, że odpowiedni silnik znajdzie w FAULHABER – tak, jak zrobił to osiem lat temu poszukując właściwego silnika dla nowego systemu optycznego. W tamtym okresie dla tego rodzaju urządzeń stosowano na ogól silniki krokowe. Jednak, jak twierdzi inżynier ds rozwoju, silniki krokowe napotykały na problemy z przyspieszeniem mas w ramieniu robota: obciążenie dynamiczne może spowodować, że silnik krokowy pominie poszczególne kroki. Aby temu zapobiec, do ustalenia i wyregulowania pozycji można dodatkowo wykorzystać enkoder. Jest to nie tylko skomplikowane, ale w tej kombinacji także kosztowne. Kiedy byłem młodszy potrzebowałem kompaktowego silnika do modelu statku i znalazłem go w firmie FAULHABER. Przypomniałem to sobie opracowując system optyczny. Skontaktowałem się z firmą FAULHABER i kolejny raz znalazłem optymalny napęd. Pomogło to nam w opracowaniu niezwykle oszczędnego rozwiązania, które od samego początku okazało się być sukcesem. Nowy moduł z wieloma plamkami również bezbłędnie realizuje swoje zadanie w produkcji seryjnej. Ten system optyczny zdążył już także zdobyć szerokie uznanie wśród specjalistów: rozwiązanie techniczne oraz wydajność ekonomiczna, uzyskiwana w zastosowaniach przemysłowych w tak krótkim okresie czasu, przekonały międzynarodowe jury "Innovation Award Laser Technology". W tym roku jury przyznało pierwszą nagrodę dla zespołu projektantów.
www.faulhaber.com
